�����T���Ѽy��Σ���^���һ�Nȱ�ݣ����Ɖ��������M�����B�m�ԣ����S����D���������ӹ��^���Пo�����ϣ������T�V�z�r�����Ѽy���T�Vҕ��^���UƷ���T���Ѽy�Ĵ��ڇ���Ӱ��X�ӹ���I�����aЧ���c����Ч�棬����б�Ҫ�����M��ϵ�y�ط������о����Ա������a�в�ȡ��Ч��ʩ�p���Ѽyȱ�ݵĮa��������T�V��Ʒ�ʡ�
����1.�T���Ѽy�ķ�͙C������
����1.1���T���Ѽy�ķ��
���������γ��^��ͨ�����T���Ѽy�֞����Ѽy�c���Ѽy�����Ѽy������Ч�Y���^�g(�Ծ��տs�_ʼ�ض�������ƽ����ྀ�ض�ֹ�ĽY���ضȅ^�g)�γɵ��Ѽy���ԈA�T�V����������^���F��ʽ������Ѽy�������Ѽy���h���Ѽy��������Ѽy�������Ѽy��[1,2]����D1~5��ʾ�����Ѽy��ָ�Ͻ����~�l���Ͻ����ИI��ٿ��ṩ�����ںϽ���ྀ�ضȕr�γɵ��Ѽy[3]����l����200�����ҡ����ѡ����ѡ����Ѷ������Ѽy��
����׃���X�Ͻ��B�m�T�V�е����Ѽy�͟��Ѽy������ʾ�ڱ�1��

������1 ׃���X�Ͻ����Ѽy�͟��Ѽy������[4]

����1.2���T���Ѽy���γəC��
�������ѳ����F���T���������IJ�λ����Щ�ں��e���Π���s���T���������Ǵ�������T���װl�����Ѽy�������������T�������������T���������������~�l�����ԡ����ИI��ٿ��ṩ�������ض�����ʹ���Ѽy�İlչ��
�������Ѽy��һ�N��ͨ�ֺ��y��ȫ�������T��ȱ�ݣ���Al-Si�Ͻ��⣬�������еĹ��I׃���X�Ͻ��ж��ܰl�F���P�ڟ��Ѽy���γəC����Ҫ�Џ�����Փ��ҺĤ��Փ���Ѽy�γ���Փ3�N�����У�������Փ���^ͨ�ã�ԓ��Փ�Č��Ͻ�ߜ����W�������о��Y�����l���J�����кϽ��ڹ��ྀ�ض�֮�ϵĹ�Һ�^�ȶ�������һ�����ȘO�͡��������OС�ġ������ضȅ^�g�����Ͻ����@���^�g��s�r�����տs���a���đ���������^�˴˕r���ٵď��ȣ������ɑ����������׃�γ��^�˽��ٵ����ԣ��͕������Ѽy�Įa����
���������a�^����һ�㲻���ڼ���ğ��Ѽy�����Ѽy���ֶ��Ȯa�����Ѽy��Ȼ������s�^�����ɟ��Ѽy�lչ�ɞ����Ѽy��
����2���T���Ѽy�a���ı��|ԭ��
����������ĩ�ڣ��T���^�������̳ɹ̑B�����䏊�Ⱥ������^�ͣ����T�����տs�ܵ��T�͡���о����עϵ�y�ȵęCе��K�r�������T���Ȳ��a���T�쑪�������T�쑪���Ĵ�С���^���T����ԓ�ض��µď��ȘO�ޣ����a�����Ѽy�������Ѽy�����T�����̺���s��������B�r����ֲ��T�쑪�����ںϽ�O�ޏ��ȶ�������_�������Y��֪���a���T���Ѽy�ı��|ԭ�������ڽM���ȑ����c�ⲿ�Cе����̫���^��������׃��������������ٽM�����B�m���_�ѡ�
����3.��ֹ�T���Ѽy�a���Ĵ�ʩ
�����T���Ѽy��Ӱ����ؚw�{������Ҫ�c���w�|�����T���O�����T�칤ˇ�l���;����M�����P����˿ɏ��@�Ă��������֣���ȡ������ʩ����ֹ�T���Ѽy�Įa����
����3.1 ���C���w���|��
����3.1.1 �p�����w���s�|���
��������[5]��7050�Ͻ��T�칤ˇ�M�����о�����������W�ɷֵă�����������ߺϽ�ij����ԣ��p���T�V�_�ѡ�
�����s�|�����ߕr���Ͻ�M���о����׃�����ȑ������ֿ�����׃����������½������ºϽ������_�ѡ������X���X�Ͻ�Fe��Si������Ҫ�s�|Ԫ�ء�������Ҫ��FeAl3�����x����ڡ���������F���γɦ�-FeSiAl5(��Fe2Si2Al9)�࣬���F���ڹ�r���γɦ�-Fe2SiAl8(��Fe3SiAl12)��[6]�����F��ı��������r���������T���a���Ѽy��
�������⣬�����s�|Ԫ��Ҳ���������ơ����Ͻ��д����c�r���������^���У��c������֦������磬��ӹ����~�l����ӹ������ИI��ٿ��ṩ���r�����w�ϵ��c�γ�Һ�B�����ӣ��a�������_�ѣ������c�ࡱ���A�����c(���߹�Ͻ���)һ�㑪������5��10-4%���£��������ͣ��_2��10-4%���¡���K��Sn�ȵ����c���~�l�����c�����ИI��ٿ��ṩ���s�|Ԫ����������Ҳ��ʹ�Ͻ�����׃�࣬�����_�ѡ��@��Ҫ�����ڵ����c�s�|Ԫ�������̕r��Y�����������ھ����܇������������տs�r�����������ؾ��_�ѡ������茦�XҺ�е��s�|�����M�к����{�䣬�����京����
����3.1.2���p�����w�ĺ������͊A�s�ﺬ��
�����X���X�Ͻ��۟��������r���՚�͠t���е�N2��O2��H2O��CO2��H2��CO��CmHn��Ҫ�c���w�ڽ�������ã��a�����ϡ��ֽ⡢�ܽ�͔Uɢ���^�̣���Kʹ���w�a�����������⡣��������������A12O3��SiO2��MnO��MgO�ȣ�����Al2O3����Ҫ�������A�s��[7]�����У����ڷǽ��يA�sҪ���䔵���ٶ�С������w��������10��m;����������Ҫ��ĺ��ա�������ϡ��p�㲭����Ʒ�ķǽ��يA�s�Ć��w����С��5��m��
�����������w���յĚ��w��H2ռ85%����[8]���Қ������w�е��ܽ���S�ضȵĽ��Ͷ��pС����������w�Y�����̕r�д������w������δ���r�ݳ��ı����T�V���γɚ�ס��A�s��͚�������������g���Y����ɑ������У�ʹ�T�V�����Ժ͏����½����Ķ������T���Ѽy��һ����f����ͨ��ƷҪ��ĮaƷ�京��������0.15~0.2mL/(100g Al)���£�����������Ҫ��ĺ��ա�������ϡ��p�㲭�Ț京����������0.1 mL/(100g Al)���¡�
����3.2���{���T���O���r
����3.2.1���Y����
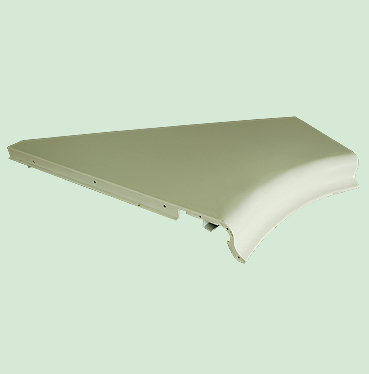
�����ԟ���T��Y��������(�D6)����Y�������������ğ�픲��ֺ�δ�������s���ֽM�ɵģ�ͨ������2A50�Ͻ����ë�������~�ӹ����ɡ����Y�����IJ��|���߶ȡ�ˮ�����gˮ�ס���ǻ�����Π������sˮ��λ�ú������������䰲�b��ƽ���ԣ����T���Ѽy����Ӱ푡�

�����D6 ����T��Y�������b�D
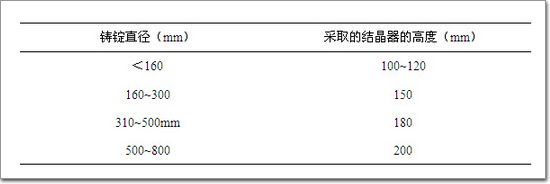
�����~�|�Y�������ڂ����ٶȿ죬�����^��������ںϽ�Y�������^���Ĵ�Ҏ���T�V�a���Ѽy���ڰ��B�m�T�V���a�У������ð�(��)�Y�����������ð�(��)�Y�����r���T�V�Ĝض��ݶȴ����տs�������a���IJ��Ѽy���Y�����߶�һ���80~200mm����Ҋ�ĽY�����߶��c�T�Vֱ�����Pϵ���2��ʾ����ˮ�����gˮ���������ڌ��T�V�ĽY��������Ӱ푣��ʌ��Ѽy�Įa����Ӱ푡��Y�����ă�ǻ�����Π������������sˮ��λ�ò��m���������Բ��ã������̕r���a���������տs���������T�V�Ѽy�����⣬�Y�������b��ƽ�������T��r�����T�V�����̵��⚤���֮a���������~�l�����ء����ИI��ٿ��ṩ�����ã��������T�V�����Ѽy��
������2 ��Ҋ���T�Vֱ���ͽY�����߶ȵ��Pϵ
 ��һ�12��һ�
��һ�12��һ�

���늴��T�취�c��ͨ늴��T�취�ą^�e���ڲ������Ƶ������ֽY����������Ȳ����ͻ�����Ƴɟ�피s��Һ��픲����w���ͣ�Ҳ���ǟ�피��������ֵĹ��ܡ�
�����X�Ͻ��T���Ͳ��������X�Ͻ��T���Ļ������ϣ����X�T�������w���X�T���Ͳĵ�Ҏ��ߴ硢���ȵȼ������W�ɷ֡����W���ܺͱ����|�����X�T���������|����ʹ�����ܺ�ʹ�É�������ҪӰ푡�
��Ҫ����ǰ���S�����I���ĸ��ٰlչ���҇�����ɫ���ٲ��ϵ�����Ѹ�����L��������һЩ�F����ɫ���ٵăr���������ͺϽ��ٲ��ϱ������L��lչ�Ŀ��g��